ЭКТО ИНСТРУМЕНТ
Производство и оптовая продажа оснастки и ручного инструмента
Телефон:
+7 (499) 714-68-55





0 шт.
0 руб.

Сверла по металлу
Наименование: сверла по металлу
Наиболее распространены спиральные сверла. Они имеют две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок сверла, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания, а также поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей, и две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки. Наклон канавок к оси сверла составляет 10...45° как показано на рисунке.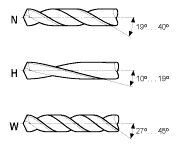
Внешний вид спирального сверла с цилиндрическим хвостовиком.
Хвостовик спирального сверла может быть цилиндрическим и коническим.
Цилиндрический хвостовик служит для крепления сверла в трех кулачковом патроне.
Конический хвостовик закрепляет непосредственно в шпинделе станка или с использованием переходной втулки, если конус сверла не совпадает с конусом шпинделя.
Внешний вид спирального сверла с коническим хвостовиком.
Существует также шестигранный хвостовик.
Со временем сверло изнашивается, требует заточки. Это можно определить по следующим признакам:
сверло медленно погружается в обрабатываемый материал и сильно нагревается,
сверление сопровождается визжащим звуком,
просверленные отверстия имеют грубую поверхность.
Материал изготовления: быстрорежущая сталь. Этот термин означает присутствие в стали вольфрама и молибдена, которые повышают красностойкость — свойство стали сохранять твердость при высоких температурах, которые возникают на режущей кромке при скоростях вращения и подачах, присущих электроинструменту.
Качество и марки сталей сверл: чаще всего в продаже встречаются сверла из стали Р6М5, реже Р18, такие меньше тупятся, но и стоимость выше, иногда с кобальтом, такие имеют букву «К» в маркировке, для примера: Р6М5К5.
Условные обозначения сталей, стандартов, методов изготовления:
DIN 338 – техническая норма, стандарт, соответствует нашему ГОСТ 10902-77, спиральные сверла по металлу, средняя серия сверл.
DIN (Deutsches Institut für Normung) - в переводе с немецкого это звучит так: немецкий институт по стандартизации. Институт занимается разработкой нормативно-технической документации. В первую очередь – это всевозможные правила, технические условия и стандарты. На данный момент насчитывается более тридцати тысяч стандартов DIN, из них более шестнадцати тысяч изданы на английском языке.
HSS — High Speed Steel — инструментальная быстрорежущая сталь, аналог Р6М5 (6 % вольфрама и 5% молибдена).
HSSE - общее обозначение для группы быстрорежущих сталей с содержанием кобальта, в которую входят:
- · HSS-Co 5% (M35, Р6М5К5) другие варианты обозначения - HSCO, Co5%, S 6-5-2-5, 1.3243, Z 90 WDCV 06-05-04-02, HS 6-5-2-5, BM 35;
- · HSS-Co 8% (M42, прямого аналога у нас не производится) другие варианты обозначения - Co8, Co8%, S 2-10-1-8, Z 110 DKCWV 09-08-04-02-01, HS 2-9-1-8, BM 42
По своим свойствам сталь HSS-Co8% находится между Р6М5К5 и Р18 (ближе к Р18), что позволят рекомендовать ее, как замену Р18. Высокое содержание кобальта способствует повышению красностойкости, что позволяет задавать более жесткие режимы резания.
HSS-R - инструмент изготовленный прокатом (роликовая прокатка).
HSS-G — инструментальная сталь, аналог Р6М5. G (Grinding) — шлифованный инструмент.
HSS-PM — инструментальная быстрорежущая сталь, изготовленная методом порошковой металлургии.
Решающее значение имеет технология изготовления и термообработки инструмента.
Причем одинаковой твердости можно достичь разными соотношениями температур закалки и отпуска, но максимальная стойкость инструмента достигается только при одной — оптимальной для данной стали.
Важная часть технологии — повторяемость. Крупные фирмы могут себе позволить установить в цехах современную контрольно-измерительную аппаратуру и обеспечить таким образом повторяемость процессов обработки и равномерное качество выпущенной продукции. Последовательность технологических операций тоже сильно влияет на качество готового инструмента. Сверло должно быть изготовлено, закалено, отпущено и заточено.
Класс точности.
Сверла изготавливаются трех классов точности:
А1 – повышенной точности
В1, В – нормальной точности
Точность указывает максимальные отклонения и допуски на следующие параметры:
- Допуск диаметров режущей части: h8 – для точности А1 и В1, h9 – для точности В.
- Предельные отклонения общей длины и длины рабочей части.
- Симметричность
- Допуск радиального биения
- Период стойкости – время работы до определенной степени затупления или поломки. Чем выше класс, тем дольше этот период.
Заточка сверла и ее угол.
- 1. Заточка спиральная обыкновенная
Применение: для сверления по стали, цветным металлам и пластмассе. Угол заточки подбирается в зависимости от обрабатываемого материала. Преимущества: мощные режущие части; устойчивость к ударам и биению. Возможна простейшая ручная заточка. Недостатки: широкая перемычка требует большого напорного усилия.


- 2. Заточка для чугуна по DIN 1412 D.
Применение: для сверления отверстий в сером чугуне, ковком чугуне, поковке. Преимущества: благодаря удлиненному главному лезвию угловые резцы не повреждаются; ударостойкость, хороший теплоотвод – за счет чего повышенная стойкость.
Недостатки: большие затраты при переточке.


- 3. Подточка поперечной кромки DIN 1412 A.
Применение: для всех обычных сверлильных работ. Преимущества: хорошая центровка благодаря укороченной перемычке на диаметры 1/10 и уменьшение напорного усилия. Недостатки: необходимость дополнительной шлифовки.


- 4. Центровочное острие DIN 1412 E.
Применение: для сверления жести и мягких материалов, для глухих отверстий. Преимущества: хорошая центровка, незначительное образование заусенцев, точное сверление по тонкой жести и трубам.
Недостатки: ударовосприимчивость, односторонняя нагрузка. Возможна только безупречная машинная заточка.
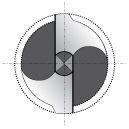

- 5. Спиральная заточка DIN 1412 C (SPLIT POINT)
Применение: для сверления по жестким твердым материалам и для глубоких отверстий.
Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.


- 6. Конусообразная заточка с подточкой
Применение: сверление стабильным автоматизированным контуром, узкая канавка с сильным стержнем.
Преимущества: очень хорошая центровка, короткая стружка.
Недостатки: большие затраты при переточке.


- 7. Заостренная перемычка с корректированным главным лезвием DIN 1412 B
Применение: для сверления по стали высокой прочности, стали с содержанием марганца более 10%, твердой рессорной стали и для расточки.
Преимущества: ударостойкость, устойчивость к большим нагрузкам и биению. Недостатки: большое напорное усилие, склонность к уводу, большие затраты при переточке.
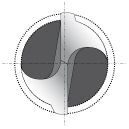

- 8. Заточка JET POINT
Применение: для сверления по жестким и твердым материалам, имеющим различную форму поверхности, в том числе трубы.
Преимущества: не требует предварительного кернения или засверливания, хорошая центровка, точное сверление, очень хорошая центровка, короткая стружка.
Недостатки: возможна только машинная заточка.


Острый центр в виде пирамидки с очень острым углом заточки, для расширения которой вокруг сделаны углубления, исключает соскальзывание сверла в сторону в начале сверления, позволяя отказаться от накернивания. Боковые резцы, сформированные наружными скосами и выемками по бокам центрального острия, тоже ускоряют выборку материала за счет большей длины режущей кромки, что заодно повышает ее стойкость.
На задней кромке сверла снята дополнительная фаска, уменьшающая поверхность трения сверла о материал и ускоряющая работу.
Угол заточки зависит от обрабатываемого материала. Для обработки твердых металлов угол заточки спирального сверла должен составлять около 140°, металлы средней твердости требуют угла в 110-120°, а мягкие металлы - 90-110°.
Обычно, сверла по металлу имеют угол заточки 118о. Но некоторые производители предлагают увеличенный угол – 130-135о. Такой угол дает увеличение производительности сверления на 40 % больше по сравнению с другими свёрлами с острием сверла 118°.
Приобретая сверла, нужно иметь в виду, что обычные сверла, изготовленные из быстрорежущей инструментальной стали (например, Р6М5) предназначены для сверления металлов, не обладающих высокой твердостью. Чтобы просверлить металл повышенной твердости, потребуются твердосплавные сверла. Такие сверла могут быть полностью из твердого сплава или иметь только твердосплавный наконечник.
Иногда перед началом сверления неизвестно, какой твердости металл предстоит сверлить. Поэтому, увидев в первый момент сверления, что сверло не внедряется в металл, нужно немедленно прекратите сверление, иначе сверло будет безвозвратно выведено из строя, перегревшись и потеряв твердость. Свидетельством этому будет появление на нем темно-синей окраски. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему напильником. Если последний не оставляет на металле следов, значит материал обладает повышенной твердостью.
Обычная стандартная дрель, чаще всего имеет патрон, зажимающий сверла от 1,5 до 13 мм, реже до 16мм, иногда до 10мм (маломощные).
На сверлах должны быть четко нанесены:
- Товарный знак предприятия-изготовителя
- Диаметр сверла
- Марка стали
- Класс точности (кроме В)
Примечания: - На сверлах до 2-х мм маркировка не наносится
- На сверлах от 2-х до 3-х мм маркируют диаметр сверла и марку стали.
Применение:
Без кобальта (HSS-G): легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
С кобальтом (HSS-G, Co 5%): коррозийные (нержавеющие) и жаростойкие стали, легированная и нелегированная сталь, серый чугун, стальное литье, кислотостойкие стали, титан и титановые сплавы.
Специальные сверла.
Левые сверла (закручены в другую сторону), необходимы для высверливания сломавшегося болта внутри заготовки. Очень редко применяются, цена примерно в два раза выше.
Ступенчатое сверло по металлу. Оно очень удобно для высверливания отверстий различного диаметра от 4-36мм в листовом металле. Изготовлено из быстрорежущей стали. Имеет вид елочки, с шагом 2мм. Максимальная толщина металла, которую можно сверлить таким сверлом — 5мм (рекомендуемая производителями). Иногда имеет кобальтовое покрытие, улучшающее износостойкость и препятствующее коррозии.

Наша продукция:
Сверло по металлу шлифованное HSS-G, DIN 338, 2% содержание кобальта, DM-001-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
Материал: сталь М2 с 2% содержания кобальта
Метод изготовления: G (fully ground), методом фрезерования и последующего шлифования
Заточка: SPLIT POINT - спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу шлифованное HSS-G, DIN 338, 5% содержание кобальта,
DM-002-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: коррозийные (нержавеющие) и жаростойкие стали, легированная и нелегированная сталь, серый чугун, стальное литье, кислотостойкие стали, титан и титановые сплавы.
Материал: сталь HSS-Co 5% (М 35), состав W:6,00-6,70; Mo:4,70-5,20; Cr:3,80-4,50; V:1,70-2,00; Co:4,50-5,50
Метод изготовления: G (fully ground), методом фрезерования и последующего шлифования
Заточка: SPLIT POINT - спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу шлифованное HSS-G, DIN 338, 5% содержание кобальта, самоцентрирующееся, DM-003-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: коррозийные (нержавеющие) и жаростойкие стали, легированная и нелегированная сталь, серый чугун, стальное литье, кислотостойкие стали, титан и титановые сплавы.
Материал: сталь HSS-Co 5% (М 35), состав W:6,00-6,70; Mo:4,70-5,20; Cr:3,80-4,50; V:1,70-2,00; Co:4,50-5,50
Метод изготовления: G (fully ground), методом фрезерования и последующего шлифования
Заточка: JET POINT
Применение: для сверления по жестким и твердым материалам, имеющим различную форму поверхности, в том числе трубы.
Преимущества: не требует предварительного кернения или засверливания, хорошая центровка, точное сверление, очень хорошая центровка, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу шлифованное HSS-R, DIN 338, DM-006-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
Материал: сталь HSS (9341), состав W:1,50-2,50; Mo:0,60-1,20; Cr:3,80-4,40; V:0,50-0,70
Метод изготовления: R (Roll Forged), инструмент изготовлен прокатом
Заточка: SPLIT POINT - спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: стандартные
Сверло по металлу удлиненное шлифованное HSS-R, DIN 338, DM-007-****-****
Описание, назначение: сверла по металлу предназначены для сверления таких материалов как: легированная и нелегированная сталь, стальное литье, серый чугун, ковкий чугун, металлокерамика, цветные металлы (алюминий и алюминиевые сплавы, латунь, бронза и др.), твердые пластмассы.
Материал: сталь HSS (9341), состав W:1,50-2,50; Mo:0,60-1,20; Cr:3,80-4,40; V:0,50-0,70
Метод изготовления: R (Roll Forged), инструмент изготовлен прокатом
Заточка: SPLIT POINT - спиральная заточка DIN 1412 C
Применение: для сверления по жестким твердым материалам и для глубоких отверстий. Преимущества: хорошая центровка, маленькое напорное усилие, короткая стружка.
Недостатки: возможна только машинная заточка.
Угол заточки: 1340
Класс точности:
Хвостовик: цилиндрический
Серия: удлиненное
POINT